Почему фотоэлектрические модули большего размера более хрупкие? — Анализ кризиса механической прочности и опасений отрасли.
Dec 17, 2025
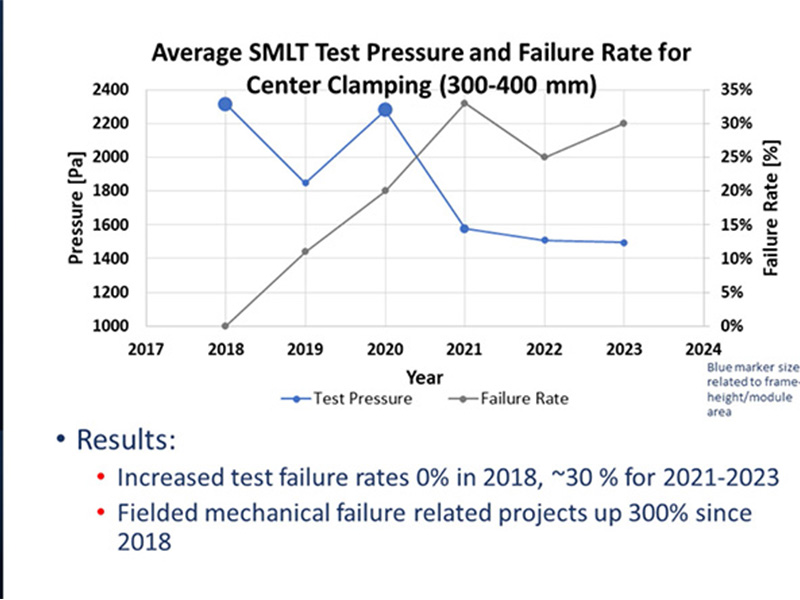
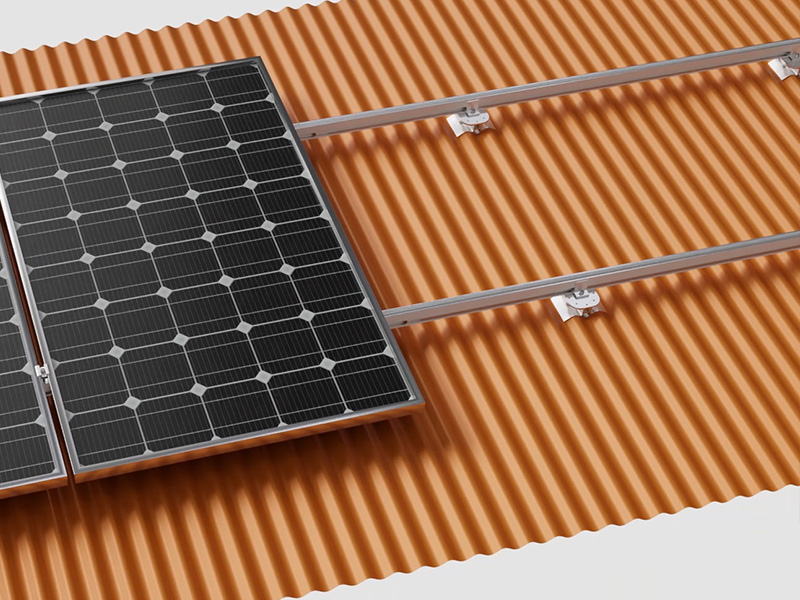
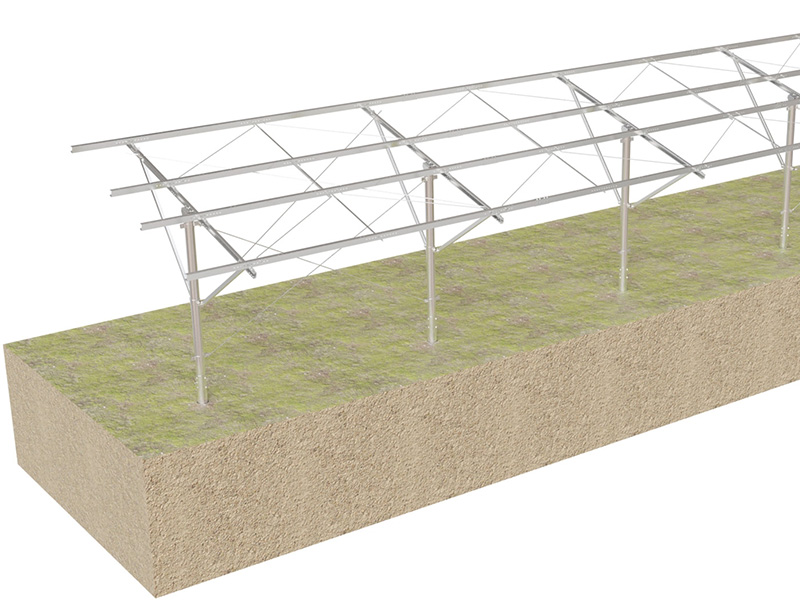
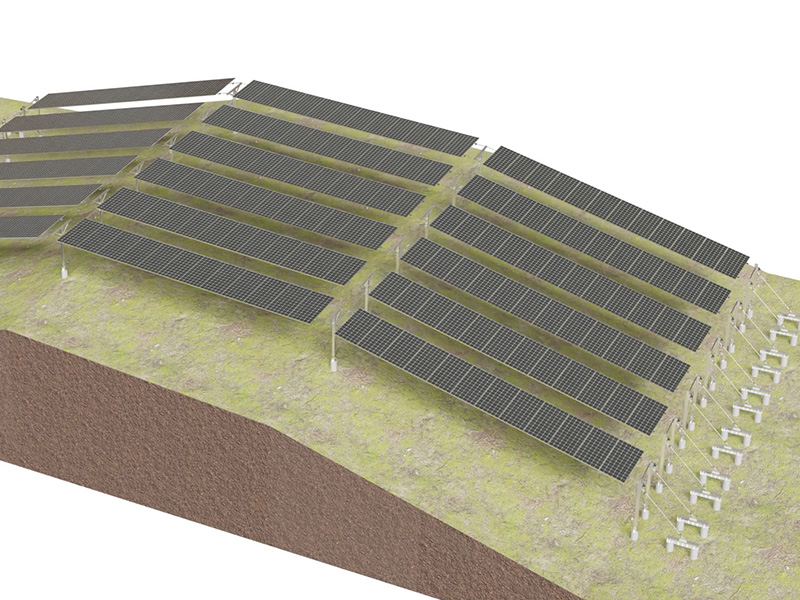
ВступлениеПо мере увеличения размеров модулей расход материалов не возрос, а, наоборот, снизился, что привело к высокому проценту поломок в проектах. Как это произошло, и какая скрытая информация за этим скрывается? Оглавление:Глава 1: Поразительное откровениеГлава 2: Хрупкое стеклоГлава 3: Одиночное тестированиеГлава 4: Путь к решениям Глава 1: Поразительное откровение20 октября 2025 года подкаст-канал SunCast, посвященный возобновляемой энергии, опубликовал в LinkedIn сообщение со ссылкой на результаты испытаний независимой сторонней компании Kiwa PVEL, раскрывающие шокирующее явление.В этом году компания Kiwa провела механические испытания под нагрузкой большого количества модулей, при этом 20% из них вышли из строя при статическом давлении 1800 Па. Для сравнения, в 2024 году процент отказов составил всего 7%.▽ Публикация в LinkedIn о подкасте SunCast Этот пост быстро набрал популярность в LinkedIn, вызвав в комментариях споры о достоверности 20-процентного показателя отказов. Однако по мере того, как к обсуждению присоединялись всё больше сторонних организаций, стало ясно, что высокий процент поломок модулей широко признан в отрасли.▽ Механические нагрузочные испытания в лаборатории Kiwa Фактически, еще в июне этого года компания Kiwa пригласила 50 производителей модулей для всесторонней «проверки состояния» их продукции. Kiwa также внедрила инновационную систему «оценки надежности», которая помогает пользователям точно оценивать производительность модулей разных производителей. Испытания проводились строго в соответствии со стандартами IEC 61215 и охватывали статическую нагрузку, динамическую нагрузку, устойчивость к граду и электрические характеристики. Результаты показали частое возникновение разбития стекла, разрыва рамы, повреждения распределительной коробки и других проблем, с общим высоким уровнем повреждений, составляющим 20%.▽ MSS (Последовательность механических напряжений)Частота отказов механических нагрузок в три раза выше, чем в предыдущие годы. Последовательность испытаний на механическую нагрузку, разработанная компанией Kiwa, включает различные методы установки, обозначенные номерами:Монтажные отверстия диаметром 400 мм, испытание на статическое давление ±1800 Па.Монтажные отверстия диаметром 790 мм, испытание на статическое давление ±1800 Па.Крепление по четырем углам вдоль короткой кромки, испытание на статическое давление ±1800 Па.Крепление на двух направляющих с четырьмя зажимами, испытание на статическое давление ±2400 Па. Очевидно, что эти испытания ранжированы от самых высоких до самых низких по требованиям к механическим характеристикам. Компания Kiwa использует эту систему нумерации для отслеживания того, какие модули прошли какие испытания, что позволяет пользователям косвенно оценивать механическую прочность модулей. Помимо Kiwa, другие сторонние организации по всему миру также отметили широко распространенную в последние годы проблему поломки модулей. В 2022 году Федеральный университет Санта-Клары (FUSC) создал экспериментальную площадку мощностью 100 кВт на юге Бразилии, оснащенную двусторонними модулями на трекерах. В течение года у 83 из 158 модулей появились трещины в стекле, что составляет 52,5% от общего числа. В 2023 году лаборатория CFV упомянула в онлайн-обсуждении, что данные их испытаний показали, что частота отказов модулей в 2023 году была в три раза выше, чем в 2018 году. Почти 30% модулей, протестированных CFV, вышли из строя при испытательном давлении в 1500 Па.▽ Сопротивление компонентов давлению снижается с каждым годом.Частота отказов компонентов увеличивается с каждым годом. В 2024 году компания DNV опубликовала аналитический документ, в котором утверждалось, что в проекте по установке слежения за двусторонними модулями в Азиатско-Тихоокеанском регионе 15% задних стекол модулей разбились при скорости ветра, превышающей 15 м/с. В феврале 2025 года рабочая группа МЭА по фотоэлектрическим системам с фазовым переходом (PVPS) опубликовала отчет о частоте отказов модулей, в котором указывалось, что в двусторонних модулях со стеклом толщиной 2 мм частота поломок заднего стекла может составлять 5–10% в течение первых двух лет после установки.▽ Отчеты о повреждении компонентов компаниями PVPS и DNV В марте 2025 года журнал IEEE опубликовал статью, анализирующую текущие показатели разрушения стекла в двусторонних модулях, отметив, что первые пять лет проекта представляют собой пиковый период разрушения модулей, при этом этот показатель достигает 17,5%.▽ Частота отказов компонентов, опубликованная в журнале IEEE Photovoltaic Journal. Создается впечатление, что в одночасье некогда прочные модули стали хрупкими, и это удручает. Глава 2: Хрупкое стеклоС тех пор как в 2020 году началась тенденция к увеличению размеров модулей, их габариты стремительно возросли, а это значит, что каждый модуль должен выдерживать большее давление. Однако, что еще хуже, расход материалов для более крупных модулей не увеличился, а уменьшился:• Толщина стекла: уменьшена с 3,5 мм до 2 мм.• Высота алюминиевой рамы: уменьшена с 40 мм до 30 мм.• Толщина алюминиевой рамы: уменьшена с 2 мм до 1,2 мм.▽ По мере увеличения размеров компонентов расход материала снижается. Хотя сокращение расхода материалов помогает уменьшить общий вес модулей и ускорить монтаж, оно также вызывает опасения. По данным Национального института охраны труда и здоровья (NIOSH), максимальный рекомендуемый вес для подъема двумя людьми каждые пять минут составляет 33,5 кг. Очевидно, что если бы сохранилось использование материалов, характерное для эпохи однослойных стеклянных модулей, многие модули значительно превысили бы этот весовой предел.▽ В NIOSH действуют строгие правила в отношении искусственного подъема грузов. Разумеется, общеизвестно, что главная цель сокращения использования материалов — снижение затрат. Однако снижение затрат непреднамеренно привело к снижению контроля качества. Сложность производства стекла толщиной 2 мм приближается к пределу возможностей технологии производства стекла, что делает контроль качества гораздо более сложной задачей, чем при производстве стекла толщиной 3,2 мм. Для повышения ударопрочности стекло фотоэлектрических модулей часто подвергается термической и химической обработке. Прочность стекла во многом зависит от этого обработанного, упрочненного поверхностного слоя, который обычно составляет 40% толщины стекла. В эпоху 3,2 мм производственные процессы позволяли эффективно создавать этот защитный слой. Однако поддержание той же толщины защитного слоя в эпоху 2 мм стало исключительно сложной задачей.▽ Защитный слой на поверхности компонента обычно составляет 40% от общей толщины. В настоящее время характер разрушения толстого и тонкого стекла в полевых условиях кардинально изменился. Ранее разрушение стекла толщиной 3,2 мм часто проявлялось в виде «центральных трещин», что облегчало определение точки разрушения. В отличие от этого, трещины при разрушении стекла толщиной 2 мм появляются случайным образом, что крайне затрудняет выявление причины разрушения.▽ Различия в процессе производства каркасов компонентов также влияют на механические свойства компонентов. Это затрудняет внедрение эффективных мер по устранению неполадок в случае повреждения модулей. Даже при замене модулей аналогичные повреждения могут повториться.▽ Ситуация с разрушением компонентов из стекла изменилась. Глава 3: Тестирование отдельных образцовЗа феноменом поломки модулей на строительных площадках стоит еще один важный фактор, который нельзя игнорировать. При определении механических характеристик производители модулей часто опираются на требования к испытаниям стандарта IEC 61215. IEC предоставляет исчерпывающий протокол испытаний и устанавливает коэффициент безопасности испытаний: r_m = 1,5. В этой пещере когда-то была опубликована специальная статья под названием «Испытательные нагрузки и расчетные нагрузки: как согласовать их с требованиями проекта?». В тексте также обсуждается значение этого коэффициента запаса прочности. Коэффициенты запаса прочности стекла, произведенного различными способами, также не одинаковы.▽ Коэффициенты безопасности различных технологических стекол Значимость этого коэффициента безопасности варьируется в зависимости от процесса производства стекла. Из-за присущей производству флоат-стекла случайности и непостоянства требуемый запас прочности, как правило, выше, чем для прокатного стекла. В настоящее время производители модулей часто выбирают более дешевое флоат-стекло для задней стенки модулей. Как показано в таблице, коэффициент безопасности для отожженного флоат-стекла колеблется от 1,6 до 2,5. Таким образом, для обеспечения запаса прочности по свойствам материалов требуемый по стандарту IEC коэффициент запаса прочности 1,5 явно недостаточен. Но это не самая тревожная проблема. При проектировании проектов часто проводится проверка совместимости модулей, чтобы определить, соответствует ли конкретный модуль конструкции трекера. Эта проверка применяет к модулю требуемые нагрузки проекта, исходя из фактического способа установки трекера и модуля. Успешное прохождение этой проверки подтверждает соответствие модуля требованиям проекта. На первый взгляд, этот процесс кажется логичным и соответствующим требованиям. Однако он упускает из виду критически важный момент: все испытания проводятся только один раз. Независимо от масштаба проекта — будь то небольшой проект мощностью в киловаттах или крупный проект мощностью в гигаватты — надежность миллионов модулей на электростанции зависит от одного-единственного испытания с мешком с песком.▽ Судьба всей фотоэлектрической электростанции зависит от результатов испытаний одного-единственного компонента. Важно отметить, что даже у модулей одной модели структурные характеристики могут различаться из-за разных производственных партий. Это означает, что каждый модуль уникален, и тестирование одного модуля не может всесторонне и точно отразить истинное состояние всех модулей. Испытания модулей на нагрузку аналогичны структурным испытаниям. В строительной отрасли получение точных структурных характеристик обычно требует проведения обширных многократных разрушающих испытаний (испытаний до разрушения). Такой подход позволяет накапливать надежные данные для формирования стабильной выборки.▽ Например, при проведении POT-тестирования часто требуется несколько образцов, и предел прочности измеряется многократно. Следует отметить, что для таких разрушающих испытаний требуется определенный размер выборки, обычно 25–50 модулей на группу образцов. На основе этих больших выборочных данных можно построить модель распределения вероятностей Вейбулла и с помощью статистического анализа вычислить коэффициент вариации. Наконец, этот коэффициент вариации можно использовать для расчета коэффициента запаса прочности, соответствующего неопределенности материала.▽ В статистике распределение Вейбулла часто используется для определения вероятности отказа изделия. Глава 4: Путь к решениямВ данной статье рассматривается долгосрочная тенденция в фотоэлектрической отрасли: снижение затрат и повышение эффективности. Снижение затрат не ограничивается только модулями; в условиях огромного ценового давления оптимальные пути снижения стоимости изучаются и для другого системного оборудования. Однако, когда «новые технологии» различных производителей оборудования применяются на системном уровне, это непреднамеренно увеличивает риск поломки модулей. К распространенным мерам по снижению затрат для производителей трекеров относятся:• Увеличение угла складывания с 30° до 60°• Уменьшение толщины прогона с 2 мм до 1,2 мм• Увеличение расстояния между колоннами с 7 м до 10 м.• Переход от укладки с наветренной стороны к укладке с подветренной стороны• Адаптация к рельефу местности путем изгиба главного вала и модулей для уменьшения объема земляных работ. Из-за отраслевых барьеров сотрудничество между производителями модулей и трекеров затруднено. В результате каждая сторона снижает собственные затраты, перекладывая при этом конечный риск на пользователей системы.▽ Системы слежения также внедряют различные «новые технологии» для снижения затрат. Однако не все предпочитают «прятать голову в песок». Всё чаще люди активно ищут решения и предлагают различные креативные идеи.▽ VDE предлагает проводить испытания несбалансированных компонентов. ▽ Стальные рамы могут эффективно повысить устойчивость компонентов к давлению. ▽ Также незаметно сформировалась индустрия переработки компонентов. ▽ Общий процесс переработки компонентов. В 2025 году, благодаря коллективным усилиям, стоимость производства электроэнергии с помощью фотоэлектрических систем достигла исторически низкого уровня. Среди различных методов производства электроэнергии фотоэлектрические системы стали бесспорным лидером по показателю LCOE (усредненная стоимость электроэнергии).▽ Фотоэлектрическая энергия стала наиболее экономически эффективным источником энергии для производства электроэнергии. Это достижение неразрывно связано с каждым человеком, читающим эту статью. Давайте вместе преодолевать отраслевые барьеры, справляться с трудностями и использовать открывающиеся перед нами новые возможности.













 Поддерживается сеть IPv6
Поддерживается сеть IPv6

 Русский
Русский 









